
联系人:孙经理
E乐彩电 话:0515-86422380
传 真:0515-86414280
邮 箱:sun@xsy-machine.com
网 址:hxdfzs.com
地 址:盐城市建湖县纬三路光华三组

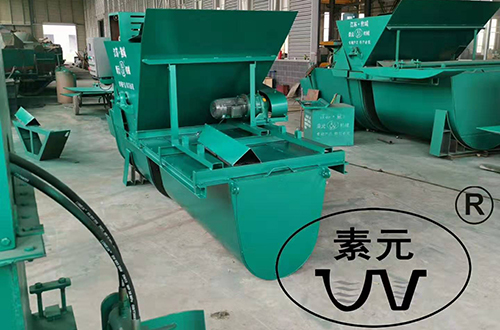
适用于生产各种水利用U型渠道砌砖、路沿石、水利护坡砖及矩形平板等混凝土构件。为大家介绍下水利u型槽机械的保养:1、液压油一般半年更换一次,更换时要彻底清洗油箱、油管。掖压油变质、变脏会使系统噪音增加,油泵、油缸、换向阀等寿命降低,甚至使整个系统瘫痪,必须时刻注意。2、液压油最适合的油温为30-55度,水利u型槽机械当油温过低或过高时禁止开机;为调节油温,可使用加热器或冷却器。3、空气滤清器、冷却器、油箱及滤油器要经常清洗,使油路畅通。4、水利u型槽机械一般采用抗磨液压油。5、要经常检查水利u型槽机械的各润滑点、紧固件等部位。

不外呼使用水泥成型U、T形水槽,这一类的渠道成型机都有一个共同的特点就是:渠道内衬并不光滑。那么除了塑料模具以外真的没有机械设备能做到这一点了吗?有三种:现浇式U型渠成型设备、液压固定式U型槽成型机、移动U型槽成型机。这都是可以做水渠的设备,除了现浇设备以外,都是以水槽预制水泥构件呈现在水渠内外的。水渠是农业之本,水渠牵引着农田灌溉、排水工程等诸多领域的核心要点,是国家发改委重点改革对象,一些老地区和发展落后的地区还在使用土渠,不仅不便流水而且还酿成许多意外事故,现如今的水泥水渠登入人们眼前后,对水渠的设计、制造等也有了新的概念。

E乐彩在砌石体中使用到胶结材料,硬质渠成型机对胶结材料有什么样要求?下面,小编为大家做以下介绍:1、硬质渠成型机砌石体的胶结材料,主要有水泥砂浆和混凝土。水泥砂浆是由水泥、砂、水按一定的比例配合而成。用作砌石胶结材料的混凝土是由水泥、水、砂和最大粒径不超过40mm的骨料按一定的比例配合而成。2、水泥:应符合国家标准及部颁标准的规定,水泥标号不低于325号;硬质渠成型机水位变化区、溢流面和受水流冲刷的部位,其水泥标号应不低于425号。3、水:拌和用的水要求符合国家标准规定。4、水泥砂浆的沉入度应控制在4~6cm,混凝土的坍落度应为5~8cm。

E乐彩的安装维护:我司作为硬质渠成型机的专业生产厂家,对机器各种要求都有着最为详尽的了解,为大家讲解一下硬质渠成型机的安装和维护的方法:1.安装基础为水泥地面,地面厚度不低于15厘米,要求平整,无需地角螺栓固定。2. 将液压站注入46﹟液压油,注油量为120公斤。3. 液压站安装在机身后面,将液压站油管接头与机身油管接头找平找正对接即可(S型)。说起来简单做起来难,安装硬质渠成型机需要精准的把握每一个环节,不能出差错。更多关于硬质渠成型机的知识,请继续关注我们。
施工在开挖渠基时主要要控制渠道直墙段的深度,当开挖至直墙段以下时,U型可进行人工初步成型开挖,可以满足要求。在浇筑立模前浇筑段落的两端架U型渠模型(用钢筋按设计内口尺寸做几个就行),控制好渠底高程(预防反坡)后,两端拉线,对渠底欠挖部分修整,超挖部分可以不处理,在浇筑时直接砼回填或先回填块石。然后是立模,因为U型断面大小不同,在宽度较小时就不能用模板拼装成型,最好采用整块模板即U型段为一已成型钢模,两侧直墙段可拼装,对于大型渠道,可用小模板拼装U型段。底模需加钢筋内衬进行高程定位。然后可进行浇筑。 小型的U型渠道都有预制厂生产,可购成品直接安装修。

沈阳路基排水沟渠是使物品成型的设备,在设备成型的时候也是我们容易出现错误的时候,路基排水沟渠厂家E乐彩在使用渠道成型机的时候容易出现什么问题呢?1、缺胶:①料管及料嘴温度太低;②模温不够;③调机时加料量不够;④注射压力太小;⑤注射速度太慢;⑥注射时间太短。2、毛边:①注射压力过大;②成型温度太高;③模具内部有异物;④模具闭合不紧,锁模压力不够;⑤模具受损。3、缩水:①成型调机温度太高,射出速度太慢;②成型内模有缺胶现象;③外模、外被太厚,成品体积自然收缩而致;④保压太低。 4、变形:①成型调机冷却时间不够;②模具温度太高;③成型产品内、外模厚薄相差太大;④作业时取拿动作不标准而导致。5、水纹线:①胶料温度太高;②原材料含有水份,没有彻底烘干;③注射压力不够;④模具进料口太小。6、气泡:①胶料含有水份;②胶料温度太高;或在料管和模穴内受热时间太长;③注射压力太大;④料管内空气。7、接合线:①胶料温度太低;②模具设计进料点太多;③射出速度太慢;④喷射脱模剂过量;(5)模具排气不良。8、烧焦:①调机温度过高;②原材料材质太差;③成型停留时间太长。
电话:0515-86422380
E乐彩邮箱:sun@xsy-machine.com
网址:hxdfzs.com
E乐彩地址:江苏省盐城市建湖县纬三路光华三组
 |  |
| 关注更多视频 | 微信公众号 |

